Odstředivě lité součásti trvale poskytují vynikající mechanické vlastnosti, hustší mikrostrukturu a delší životnost ve srovnání s díly vyráběnými metodami statického odlévání. Použitím řízené rotační síly k distribuci roztaveného kovu proti stěně formy proces odstředivého lití eliminuje pórovitost, smrštění a defekty vměstků, které trápí konvenční lití do písku a gravitace. Od tlakových trubek a vložek válců až po kroužky pro letectví a kosmonautiku a zařízení pro chemické procesy jsou odstředivě lité díly měřítkem strukturální integrity v náročných aplikacích. Tato příručka přesně vysvětluje, jak proces funguje, kde vyniká a jak určit, zda je to správná výrobní metoda pro vaše součásti.
Co znamená „Odstředivé obsazení“?
A odstředivě litý část je vyrobena litím roztaveného kovu do rychle rotující formy, kde odstředivá síla – nikoli gravitace – žene kov směrem ven, aby vytvořil hustý, jednotný tvar proti stěně formy. Tento termín odlišuje tuto třídu součástí od těch, které jsou vyráběny metodami statického lití, jako je lití do písku, lití na vytavitelný model nebo gravitační lití, kde kov vyplňuje stacionární dutinu.
Rychlost otáčení formy během odlévání je přesně řízena a typicky generuje odstředivou sílu 75 až 150násobek gravitační síly (75–150 G) . Tato extrémní síla zhutňuje tuhnoucí kov, tlačí lehčí nečistoty – strusku, oxidy, bublinky plynu – směrem k vnitřnímu otvoru, kde je lze obrobit, a vytváří strukturu zrna, která je jemnější a více směrově vyrovnaná, než jaká může dosáhnout jakékoli statické lití.
Tento proces se nejčastěji aplikuje na válcové nebo trubkové geometrie – trubky, kroužky, objímky, vložky a pouzdra – ačkoli tvarované varianty procesu mohou produkovat složitější asymetrické formy.
Jak funguje proces odstředivého lití krok za krokem
Proces odstředivého lití sleduje přesně sekvenovaný pracovní postup, ve kterém jsou příprava formy, rychlost lití, rychlost otáčení a rychlost chlazení pečlivě řízeny tak, aby byly vyrobeny díly bez vad. Takto probíhá standardní horizontální cyklus odstředivého lití:
- Krok 1 – Příprava formy: Trvalá ocelová nebo grafitová forma je vyčištěna, předehřátá na 150–300 °C a potažena žáruvzdorným oplachem, aby se zabránilo adhezi kovu a kontrolovala rychlost odvádění tepla.
- Krok 2 – Rotace formy: Forma se typicky zrychlí na cílovou rychlost otáčení 300–3000 ot./min v závislosti na průměru formy a hustotě slitiny před zahájením lití.
- Krok 3 — Lití kovu: Roztavený kov je přiváděn licím hrdlem nebo žlabem řízenou průtokovou rychlostí, zatímco se forma otáčí. Kov je okamžitě vymrštěn směrem ven proti stěně formy odstředivou silou.
- Krok 4 — Tuhnutí: Kov ztuhne zvnějšku dovnitř, přičemž hustá vnější stěna přimrzne nejprve k chladné formě. Lehčí nečistoty se oddělují směrem dovnitř k otvoru a tuhnou jako poslední.
- Krok 5 — Extrakce a kontrola: Po ztuhnutí se odlitek vyjme, nechá vychladnout a před obráběním se podrobí rozměrové kontrole, ultrazvukovému testování a kontrole povrchu.
- Krok 6 – Obrábění: Vnitřní otvor, který obsahuje oddělenou vrstvu nečistot, je opracován, takže zůstane pouze čistá, hustá vnější kovová struktura. To je klíčová kvalitativní výhoda: vady jsou systematicky odstraňovány, nikoli skryty.
Tři typy odstředivého lití: Pravé, Polo a Odstředivé
Ne všechny odstředivě lité díly používají stejnou procesní variantu – tři hlavní typy se liší orientací formy, geometrií a mírou, do jaké odstředivá síla tvaruje finální díl.
1. Skutečné odstředivé lití
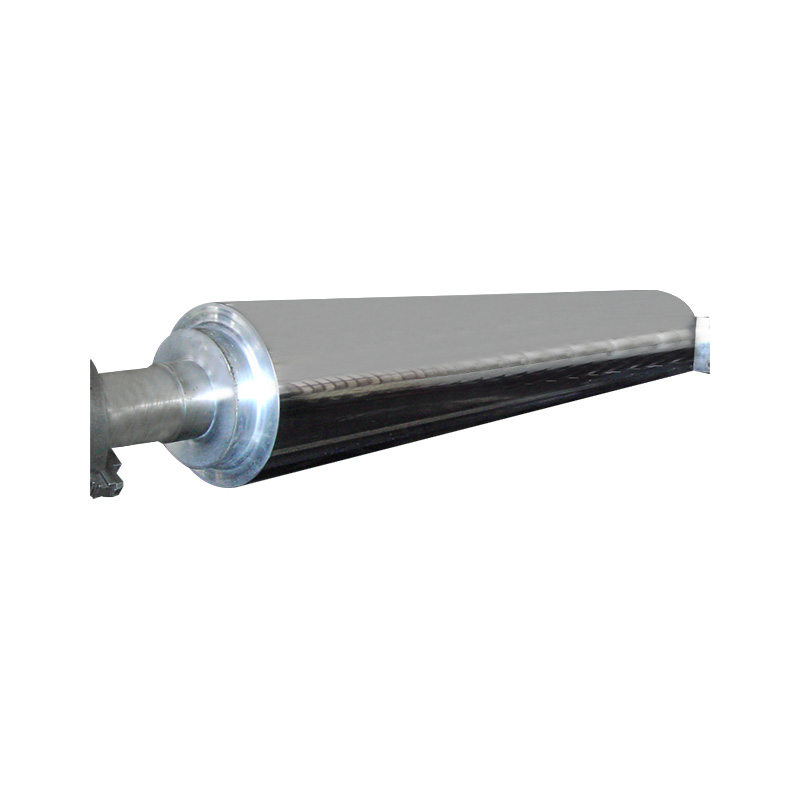
Osa formy je zarovnána s osou odlitku. Vnitřní povrch součásti je tvořen výhradně odstředivou silou – není použito žádné jádro. Toto je proces používaný k výrobě trubky, válce, kroužky a trubky . Forma může být orientována horizontálně (u dlouhých válců) nebo vertikálně (u krátkých prstenců s velkými průměry). Tato varianta přináší maximální hustotu a mikrostrukturální přínos všech tří metod.
2. Poloodstředivé lití
Forma se otáčí kolem svislé osy, ale k vytvoření vnitřní geometrie se používá centrální jádro. Odstředivá síla doplňuje – spíše než pouze určuje – distribuci kovů. Tato metoda se používá pro polotovary ozubených kol, kola, řemenice a přírubové součásti kde je vyžadován pevný střed. Proces poskytuje zlepšenou hustotu oproti statickému lití, ale méně než skutečné odstředivé lití.
3. Centrifugace (tlakové lití)
Několik dutin formy je uspořádáno radiálně kolem centrálního vtoku. Celá sestava se otáčí pomocí odstředivého tlaku, který vtlačuje kov do každé dutiny. Tato varianta se používá pro malé, složité, nesymetrické části jako jsou dentální komponenty, šperky a malé přesné díly, kde je primárním cílem zlepšená výplň a snížená poréznost. Odstředivou výhodou je zde spíše úplnost plnění než zlepšení hustoty.
| Typ | Orientace formy | Je vyžadováno jádro? | Typické díly | Přínos hustoty |
| Skutečný odstředivý | Horizontální nebo Vertikální | Ne | Trubky, válce, kroužky | Maximální |
| Poloodstředivý | Vertikální | Ano (středové jádro) | Polotovary ozubených kol, kola, příruby | Vysoká |
| Centrifugace | Vertikální (radial cavities) | Ano (tvarované formy) | Malé přesné díly | Mírný |
Tabulka 1: Porovnání tří variant procesu odstředivého lití podle orientace, požadavků na jádro, geometrie součásti a přínosu relativní hustoty.
Proč jsou odstředivě lité díly metalurgicky vynikající
Metalurgické výhody odstředivě litých součástí nejsou okrajové – jsou měřitelné, opakovatelné a dokumentované v průběhu desetiletí dat z testování materiálů. Zde je to, co fyzika procesu poskytuje:
Téměř nulová porozita
U statických odlitků se bublinky plynu a smršťovací dutiny zachytí v tuhnoucí hmotě. U odstředivě litých dílů je pole odstředivé síly (75–150 G) mnohem silnější než vztlakové síly, které by udržely bublinky plynu na místě, takže bubliny migrují dovnitř do otvoru a jsou eliminovány obráběním. Nezávislé testování pravidelně zjišťuje úrovně poréznosti pod 0,1 % v odstředivě litých součástech, oproti 2–5% poréznost v ekvivalentních pískových odlitcích.
Směrové tuhnutí a jemnozrnná struktura
Kov tuhne od vnější stěny dovnitř v odstředivě lité části. Toto směrové tuhnutí vytváří sloupcovou strukturu zrna zarovnanou radiálně – nejsilnější směr pro aplikace obsahující tlak. Výsledkem je materiál, který se z hlediska tahových a únavových vlastností chová blíže k tvářenému (opracovanému) kovu než ke klasickému odlitku.
Výhody mechanických vlastností
Ve srovnání s ekvivalenty litými do písku ve stejné slitině vykazují odstředivě lité součásti obvykle:
- O 10–20 % vyšší pevnost v tahu
- O 15–25 % vyšší mez kluzu
- o 20–30 % lepší tažnost (tažnost)
- Výrazně zlepšená odolnost proti únavě při cyklickém zatížení
- Vynikající odolnost proti korozi díky homogenní mikrostruktuře bez inkluzí
Inkluzní separace
Struska, oxidy a nekovové vměstky jsou méně husté než matrice roztaveného kovu. Působením odstředivé síly se oddělují směrem dovnitř k povrchu otvoru – stejná oblast, která je následně obrobena. To znamená, že konstrukční stěna hotového dílu je v podstatě bez inkluzí výsledek, který žádná metoda statického lití nemůže spolehlivě replikovat.
Odstředivě obsazené vs. pískové obsazení vs. investiční obsazení: Přímé srovnání
Odstředivě lité díly vedou v mechanických vlastnostech a vnitřním stavu, zatímco lití do písku vyhrává geometrickou flexibilitou a lití na vytavitelný model vyniká jemnými detaily — správná volba závisí na funkčních požadavcích dílu.
| Kritérium | Odstředivě lité | Pískové lití | Investiční obsazení |
| Vnitřní pórovitost | <0,1 % (výborně) | 2–5 % (špatné) | 0,5–1 % (dobré) |
| Pevnost v tahu | Vysokáest | Nejnižší | Mírný–High |
| Geometrická složitost | Nízká – střední (válcová) | Velmi vysoká | Velmi vysoká |
| Povrchová úprava (jako odlitek) | Mírný (OD smooth) | Drsný | Výborně |
| Materiálová výtěžnost | Vysoká (no risers/gates) | Nízký (odpad z hradlového systému) | Mírný |
| Náklady na nástroje | Mírný | Nízká | Vysoká |
| Nejlepší pro | Přítlačné díly, vložky, kroužky | Velké, složité tvary | Malé přesné díly |
Tabulka 2: Přímé srovnání odstředivě litých, pískových a vytavitelných dílů z hlediska pórovitosti, pevnosti, geometrie, povrchové úpravy, výtěžnosti, nákladů na nástroje a vhodnosti použití.
Materiály běžně vyráběné jako odstředivě lité komponenty
Odstředivé lití je kompatibilní s prakticky každým systémem litých slitin a je zvláště účinné u materiálů, které těží ze směrového tuhnutí a nízkého obsahu vměstků. Mezi nejběžněji odstředivě lité materiály patří:
- Šedá a tvárná litina: Používá se pro vložky válců, potrubí a součásti strojů. Odstředivě litá litina vykazuje vyrovnání grafitových vloček, které zvyšuje odolnost proti opotřebení v aplikacích vložek.
- Uhlíkové a nízkolegované oceli: Používá se pro tlakové nádoby, zařízení pro chemické procesy a konstrukční kroužky. Odstředivě litá ocel dosahuje téměř téměř tvářených mechanických vlastností.
- Nerezové oceli (řada 300 a 400): Používá se v korozivních chemických, potravinářských a farmaceutických aplikacích. Mikrostruktura odstředivě lité nerezové oceli bez inkluzí zvyšuje odolnost proti štěrbinové korozi.
- Superslitiny na bázi niklu: Používá se pro letecké kroužky, součásti plynových turbín a vysokoteplotní procesní zařízení, kde je vyžadována odolnost proti tečení nad 700 °C.
- Slitiny mědi (bronz, mosaz, střelný kov): Používá se pro pouzdra, ložiska, pouzdra a námořní komponenty. Bronzové odstředivé odlitky vykazují vynikající nosné vlastnosti a odolnost proti korozi v mořské vodě.
- Hliníkové slitiny: Používá se pro lehký letecký průmysl, automobilový průmysl a aplikace spotřebního zboží, kde jsou vyžadovány tenkostěnné trubkové komponenty.
- Titanové slitiny: Používá se ve specializovaných leteckých a lékařských aplikacích implantátů. Odstředivé lití titanu vyžaduje zpracování ve vakuu nebo v inertní atmosféře kvůli extrémní reaktivitě kovu při licích teplotách.
Odvětví, která se spoléhají na odstředivě lité komponenty
Odstředivě lité díly jsou nezbytné v každém odvětví, kde válcové součásti musí vydržet tlak, teplotu nebo mechanické namáhání na úrovních, které statické odlitky nemohou spolehlivě unést.
Ropa a plyn a petrochemie
Odstředivě lité trubky, potrubí a tvarovky tvoří páteř systémů rafinérských pecí, trubek pro katalytické krakování a vysokotlakých toků. Sálavé a konvekční trubky pracující při 900–1 100 °C v rafinérských pecích jsou téměř univerzálně odstředivě odlévány do žáruvzdorných slitin, jako je HP-Modified nebo nerezová ocel HK-40 – materiály, jejichž výkon při teplotě zcela závisí na mikrostrukturální jednotnosti, kterou může poskytnout pouze odstředivé lití.
Výroba energie
Skříně parních turbín, pouzdra rotorů a trubky kotlů v tepelných elektrárnách se běžně odstředivě odlévají ze slitin chrom-moly a nerezové oceli. Schopnost vyrábět silnostěnné válce s konzistentní tloušťkou stěny je kritická pro součásti pracující při tlaky páry přesahující 300 barů .
Letectví a obrana
Letecké konstrukční kroužky, ložiskové kroužky a kryty turbín vyrobené jako odstředivě lité součásti musí splňovat extrémně přísná kritéria přijatelnosti nedestruktivního testování (NDT). Téměř nulová poréznost odstředivě litých niklových superslitinových kroužků jim umožňuje projít fluorescenční penetrační kontrola (FPI) a ultrazvukové testování standardy, které by eliminovaly většinu staticky odlitých alternativ.
Automobilový průmysl a těžká zařízení
Vložky válců motoru – železné manžety odolné proti opotřebení, které tvoří povrch vrtání u naftových a benzínových motorů – patří mezi celosvětově nejobjemnější odstředivě lité komponenty. Ročně se odstředivě odlévají miliony vložek válců, protože proces vytváří grafitovou mikrostrukturu na povrchu vrtání, která zlepšuje zadržování oleje a odolnost proti opotřebení. 30–50 % ve srovnání se statickým litím nebo obráběnými alternativami.
Infrastruktura vody a odpadních vod
Vodovodní potrubí, tlaková potrubí a armatury z tvárné litiny byly odstředivě odlévány pro obecní vodovodní infrastrukturu již více než sto let. Odstředivě litá trubka z tvárné litiny vyhovuje mezinárodním normám jako např ISO 2531 a EN 545 a typické provozní životnosti v podzemních aplikacích překračují 100 let .
Námořní a offshore
Pouzdra hřídele vrtule, vložky záďové trubky a tělesa čerpadel mořské vody jsou odstředivě odlity z nikl-hliníkového bronzu nebo duplexní nerezové oceli. Homogenní mikrostruktura eliminuje selektivní fázovou korozi (odzinkování, dealuminizace), která ovlivňuje staticky lité alternativy v provozu s mořskou vodou.
Omezení odstředivého lití: Kdy zvolit jiný proces
Navzdory svým metalurgickým výhodám není odstředivé lití tou správnou volbou pro každou součást – geometrická omezení a ekonomické faktory znamenají, že některé části lépe obslouží alternativní procesy.
- Komplexní nesymetrické geometrie: Součásti s přírubami, montážními výstupky, tenkými žebry nebo složitými vnitřními průchody nelze vyrobit skutečným odstředivým litím. Vhodnější je lití do písku nebo lití na investování.
- Velmi malé velikosti šarží: Nastavení formy a kalibrace rotačního systému zahrnují fixní náklady, které činí odstředivé lití ekonomicky neoptimální pro množství nižší než přibližně 10–20 kusů v některých slitinových systémech.
- Slitiny s extrémními rozdíly hustoty mezi fázemi: V některých vícefázových slitinách může odstředivá segregace způsobit kompoziční gradienty přes tloušťku stěny – což je spíše nevýhoda než výhoda. To musí být řízeno výběrem slitiny a řízením procesu.
- Velmi velké asymetrické komponenty: Konstrukční odlitky, jako jsou bloky motorů, tělesa ventilů nebo tělesa čerpadel, přesahují geometrickou obálku odstředivého lití. Těm lépe poslouží nepečený písek nebo lití na vytavitelný materiál.
Normy kontroly kvality pro odstředivě lité součásti
Odstředivě lité díly určené pro kritické aplikace musí vyhovovat přísné sadě materiálových, rozměrových a nedestruktivních zkušebních norem. Mezi klíčové normy použitelné pro odstředivě lité součásti patří:
| Standardní | Aplikace | Klíčové požadavky |
| ASTM A 48 / A 278 | Odstředivé odlitky ze šedé litiny | Pevnost v tahu, tvrdost, mikrostruktura |
| ASTM A 532 | Litina odolná proti otěru | Tvrdost, složení, mikrostruktura |
| ISO 2531 / EN 545 | Vodní potrubí z tvárné litiny | Zkouška hydrostatickým tlakem, tloušťka stěny, povlak |
| ASTM A 999 / A 530 | Ocelová odstředivá trubka a trubka | Hydrostatická zkouška, rozměrové tolerance, NDT |
| AMS 2175 | Klasifikace leteckých odlitků | Radiografické, FPI, ultrazvuková kritéria přijatelnosti |
Tabulka 3: Klíčové standardy kvality a shody platné pro odstředivě lité součásti napříč průmyslovými odvětvími včetně vodohospodářské infrastruktury, ocelových trubek, litiny a letectví.
Často kladené otázky týkající se odstředivě litých dílů
Otázka: Jaký je rozdíl mezi odstředivým litím a odstředivým litím?
Termíny se v průmyslu často používají zaměnitelně, ale technicky "odstředivě litý" se týká skutečného odstředivého lití, kde je tvar součásti formován přímo odstředivou silou (jako u trubek a válců), zatímco "odlitek z odstředivky" nebo "odstředěný" odkazuje na variantu tlakového lití, kde je kolem centrální osy uspořádáno více dutin formy a odstředivá síla zlepšuje plnění a snižuje poréznost u složitě tvarovaných dílů.
Otázka: Jak silné mohou být odstředivě lité stěny?
Neexistuje žádný praktický horní limit tloušťky stěny pro odstředivě lité součásti – velmi silnostěnné válce a prstence jsou zvláštní předností procesu. Tloušťky stěn od 3 mm až přes 200 mm byly úspěšně vyrobeny. Způsob je zvláště výhodný pro silnostěnné tlakové nádoby, protože vzor tuhnutí zvenčí dovnitř zajišťuje, že konstrukčně kritická vnější stěna tuhne nejprve pod tlakem.
Otázka: Může odstředivé lití produkovat bimetalické součásti?
Ano. Bimetalické odstředivě lité součásti – kde jsou dvě různé slitiny postupně odlévány za účelem vytvoření kompozitní stěny – jsou významnou komerční aplikací tohoto procesu. Běžným příkladem je vnější vrstva z tvrdé litiny odolná proti opotřebení odlitá přes vnitřní vrstvu z houževnaté tvárné litiny pro aplikace, jako jsou vložky mlýnů a pláště válců. Oba kovy se metalurgicky spojí na rozhraní během tuhnutí.
Otázka: Jaké je srovnání odstředivého lití s kováním pro součásti prstence a válce?
Kování vytváří nejvyšší možné mechanické vlastnosti prostřednictvím zjemňování zrna vyvolaného deformací, ale vyžaduje drahé zápustky, nelze jej použít pro všechny slitiny a je omezeno tloušťkou stěny a průměrem. Odstředivě lité kroužky a válce dosahují 80–95 % mechanických vlastností ekvivalentních výkovků při výrazně nižších nástrojích a výrobních nákladech a lze je vyrábět v průměrech a tloušťkách stěn tam, kde kování není technicky proveditelné.
Otázka: Jaké tolerance tloušťky stěny lze dosáhnout u odstředivě litých dílů?
Tolerance tloušťky stěny odlitku pro odstředivě lité díly je typicky ±3–5 % jmenovité tloušťky stěny v závislosti na slitině, teplotě lití a stavu formy. Po obrobení, hotové tolerance tloušťky stěny ±0,1–0,5 mm jsou běžně dosahovány a splňují požadavky většiny tlakových potrubí a mechanických norem.
Otázka: Jaký je maximální průměr a délka dosažitelná při odstředivém lití?
Horizontální odstředivé licí stroje běžně vyrábějí trubky a válce až 2,5 metru v průměru a 8-10 metrů na délku . Vertikální stroje se používají pro krátké kroužky o velkém průměru a dokážou pojmout i větší průměry 3 metry . Praktická horní hranice je určena spíše kapacitou stroje a schopností manipulace s formami než samotnou fyzikou procesu.
Závěr: Kdy specifikovat odstředivě lité součásti
Specifikujte odstředivě lité součásti vždy, když váš návrh vyžaduje válcovou geometrii, aplikace zahrnuje tlak, teplotu, opotřebení nebo korozi a životnost nebo bezpečnost je primárním zájmem. Tento proces není nejuniverzálnější metodou odlévání – nemůže se shodovat s litím do písku pro geometrickou složitost nebo vytavitelným litím pro jemné detaily – ale pro konkrétní třídu dílů, které vyrábí, se žádný jiný proces odlévání nepřibližuje kombinaci strukturální integrity, materiálové účinnosti a rozměrové konzistence.
Údaje jsou jednoznačné: pórovitost pod 0,1 %, pevnost v tahu 10–20 % nad ekvivalenty litého písku, životnost měřená spíše v desetiletích než v letech. Ať už specifikujete trubku pece pro rafinerii, vložku válců pro dieselový motor nebo konstrukční kroužek pro montáž v leteckém průmyslu, volba odstředivě litý komponenta je volbou pro prokazatelně špičkovou metalurgickou kvalitu – a více než sto let průmyslového použití se opírá o to, co je zcela opodstatněné.